






Opis
Mogą być poddawane piaskowaniu, wierceniu, piłowaniu, szlifowaniu, cięciu i malowaniu bez uszczerbku dla integralności strukturalnej elementu. Filament PET-G Standard wytwarzany jest z surowców, które są dopuszczone do kontaktu z żywnością. W przypadku produktów, które mają kontakt z żywnością, obowiązek certyfikacji spoczywa na wytwórcy produktu końcowego.
Zalecane parametry drukowania
- temperatura ekstruzji 220- 250°C
- temperatura stołu: 60-80°C
- nawiew: 0-60%
PARAMETRY PRODUKTU PET-G Standard
- Średnica: 1,75 mm
- Waga netto: 1000 g
- Waga brutto: 1400 g (filament+szpula+karton)
PARAMETRY FIZYCZNE PET-G Standard
- Gęstość: 1,29 g/cm3
- Zapach: bezwonny
- Temperatura odkształcenia cieplnego: 78°C (ISO 306)
MASZ PYTANIA? Skontaktuj się z nami
- tel.:+48 882 952 165 lub 22 783 62 62
- e-mail: 3d@rosaplast.pl
- Facebook: private message
- Instagram: direct message
Chcesz zobaczyć zdjęcia wydruków z filamentu PET-G Standard? A może interesują Cię karty techniczne, w których znajdziesz więcej parametrów?
Dowiedz się więcej
>>POBIERZ<< I WYDRUKUJ MASTERSPOOL DO NASZEGO REFILLA
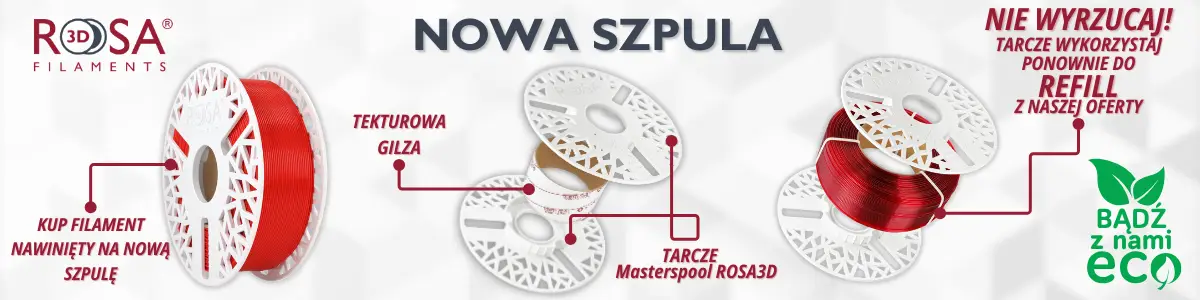
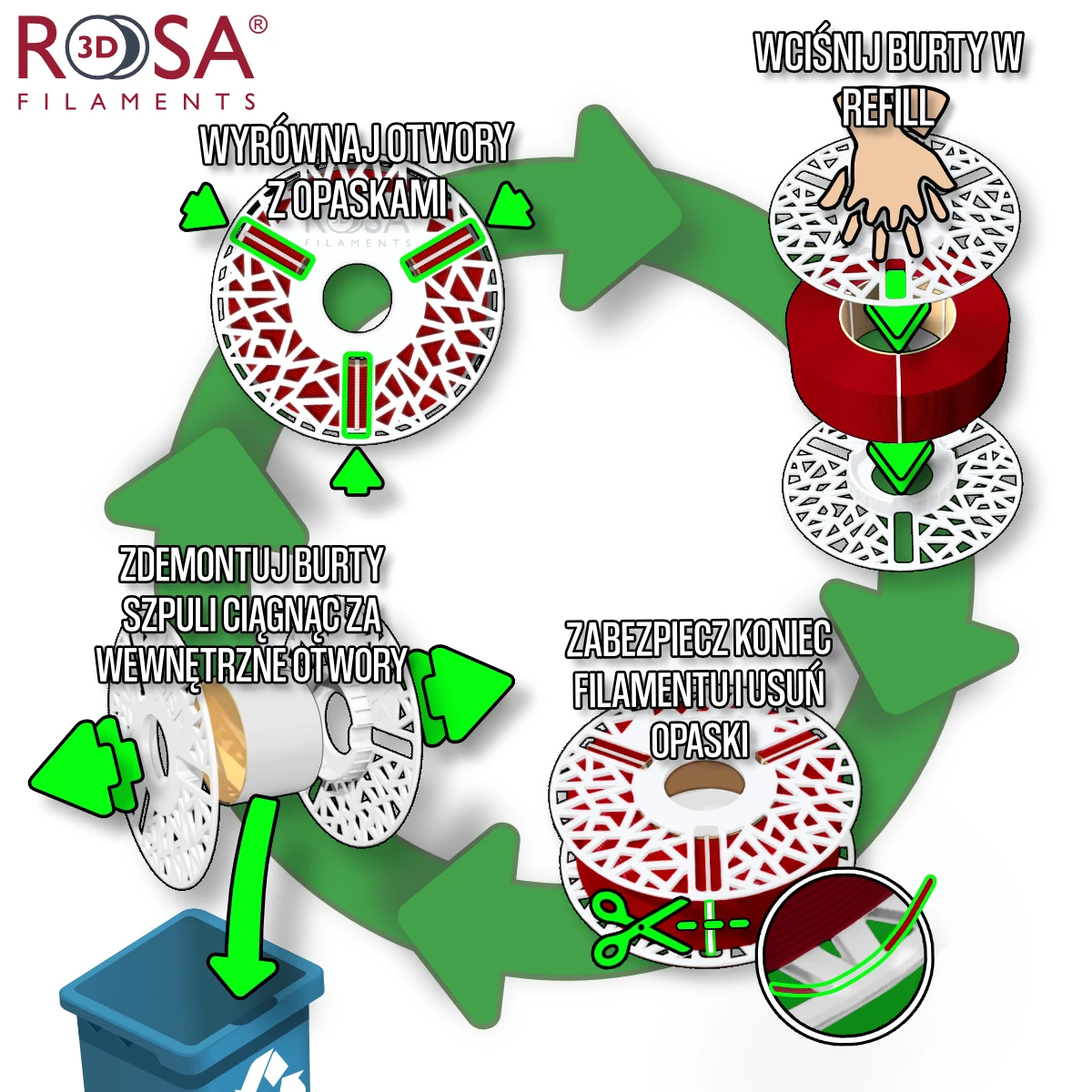 Razem zadbajmy o środowisko! ROSA3D Filaments prowadzi konsekwentną politykę w kwestii opakowań. Używamy naturalnych, niefoliowanych kartonów z recyklingu, na szpule wybraliśmy materiał o bardzo niskim śladzie węglowym, wprowadziliśmy filament w wersji ReFill, a teraz wprowadzamy składaną szpulę zbudowana z kartonowego rdzenia i tarcz wielorazowego użytku.
Razem zadbajmy o środowisko! ROSA3D Filaments prowadzi konsekwentną politykę w kwestii opakowań. Używamy naturalnych, niefoliowanych kartonów z recyklingu, na szpule wybraliśmy materiał o bardzo niskim śladzie węglowym, wprowadziliśmy filament w wersji ReFill, a teraz wprowadzamy składaną szpulę zbudowana z kartonowego rdzenia i tarcz wielorazowego użytku.Tarcze Masterspool ROSA3D przeznaczone do wielorazowego użytku możesz znaleźć w ofercie naszego sklepu lub samodzielnie je wydrukować (plik do pobrania). Wciśnij tarcze w gilzę ReFill, usuń opaski (nie zapomnij zabezpieczyć końcówki filamentu) i już możesz się cieszyć łatwością druku w duchu ekologii i dbałości o naszą planetę.







mixer3d (zweryfikowany) –
Kupiłem ostatnio kilka kilogramów tego filamentu do testów, chcąc sprawdzić jakość oraz komfort pracy ze szpulami „refill”. Po przedrukowaniu miej więcej 1.2kg – 1.5kg zapchała się dysza, niestety marnując sporo materiału. Ponieważ drukowałem wcześniej tą dyszą podobny filament innego producenta (tzn. również zielony PETG) chciałem się upewnić, że problem nie leży po mojej stronie,ale i tak użyłem czyszczącego filamentu pomiędzy różnymi filamentami, wymieniłem więc dyszę na nową. Po podobnym dystansie tzn. jakieś 400-500m, 1,2 – 1.5kg, przedrukowanego filamentu znowu zatkała się NOWA dysza. Więc raczej wskazuje to na problem z konkretnym filamentem. Wydaje się, że filament jest wilgotny i wymaga suszenia, przywykłem do filamentów gotowych do druku, więc nie wziąłem tego początkowo pod uwagę. Drukowałem przy temperaturze dyszy 240 oC, z prędkością nie przekraczającą 120mm/s, używając hotendu Volcano, dajacego sobie radę do jakichś 25 MVS. Po pierwszej nieudanej rolce zwiększyłem nieco temperaturę do 244, ale problem się powtórzył. Zrobię kolejne testy po suszeniu filamentu, z pierwszych 7kg, 2kg odstawały wyraźnie parametrami od pozostałych szpulek. Kolor filamentu jest spójny. Podoba mi się konstrukcja krążków do rolek zamiennych, najlepsze rozwiązanie dotyczące szpulek do wymiennego filamentu, można łatwo odpiąć paski i ustawić rolkę w szczelinach bocznych krążków. Bardzo użyteczne gdy filament dociera ściśnięty paskami velcro.
Ponieważ chciałbym jednak drukować z „odnawialnych” rolek, kupiłem kolejną serię tego samego filamentu w innych sklepach, i tym razem będę suszył filament przed użyciem sprawdzając powtarzalność i spójność filamentu. Dla testu kupiłem też inne kolory, jeśli suszenie załatwi sprawę zaktualizuję opinię.
ROSA3D Filaments –
Dzień dobry, czy problem nadal występuje? Z chęcią pomożemy dobrać odpowiednie parametry druku.